Шатунно-поршневая группа

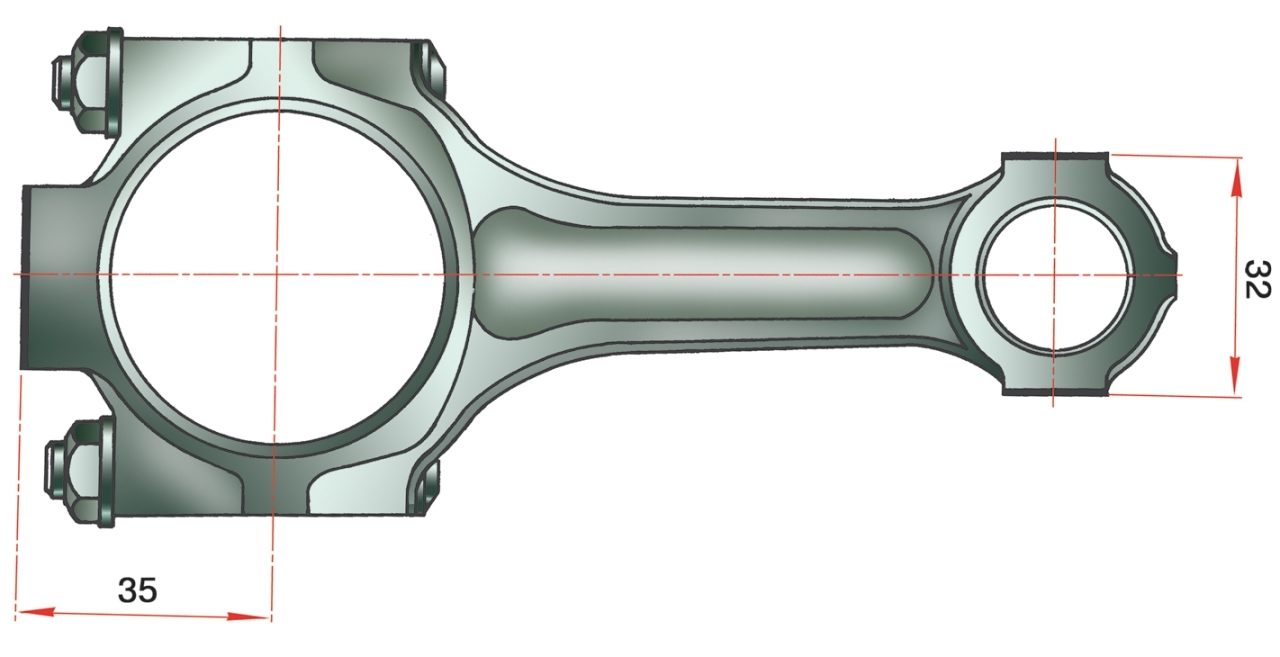
2.31. Основные размеры шатуна |
|
|
2.32. Размеры поршневых колец |
|
|
Рисунок 2.33. Основные размеры поршня
|
|
|
Поршень — алюминиевый литой. По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня. |
2.34. Маркировка поршня: 1 – стрелка для ориентирования поршня в цилиндре; 2 – ремонтный размер; 3 – класс поршня; 4 – класс отверстия для поршневого пальца |
|
|
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рисунок 2.34). |
По массе поршни сортируются на три группы: нормальную, увеличенную и уменьшенную на 5 г. Этим группам соответствует маркировка на днище поршня: "Г", "+" и "–". На двигателе все поршни должны быть одной группы по массе. |
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм — в виде квадрата. |
Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала. |
Поршневой палец — стальной полый, плавающего типа, свободно вращается в бобышках поршня и втулке шатуна. В отверстии поршня палец фиксируется двумя стопорными кольцами. По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка — первый, зеленая — второй, а красная — третий класс. |
Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо — с хромированными рабочими кромками и с разжимной витой пружиной. |
На кольцах ремонтных размеров ставится цифровая маркировка "40" или "80", что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм. |
2.35. Маркировка шатуна: 1 – класс шатуна по массе и по отверстию в верхней головке; 2 – номер цилиндра |
|
|
Шатун — стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер 2 (рисунок 2.35) цилиндра, в который они устанавливаются. |
В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм. Номер класса 1 клеймится на крышке шатуна. |
По массе верхней и нижней головок шатуны подразделяются на классы, маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе. |
2.36. Места, на которых допускается удалять металл, при подгонке массы верхней и нижней головок шатуна |
|
|
Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм (рисунок 2.36). После удаления металла с крышки шатуна на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе. |
| Таблица 2.1 Классы шатунов по массе верхней и нижней головок |
Проверка поршней и шатунов
Очистите поршень от нагара и удалите все отложения из смазочных каналов поршня и шатуна. |
Тщательно осмотрите детали. Трещины любого характера на поршне, поршневых кольцах, пальце, на шатуне и его крышке не допускаются. Если на рабочей поверхности вкладышей имеются глубокие риски, то замените вкладыши новыми. |
2.39. Проверка зазора между поршневыми кольцами и канавками |
|
|
Зазор между поршневыми кольцами и канавками проверяйте набором щупов, как показано на рисунок 2.39, вставляя кольцо в соответствующую канавку. Номинальный (расчетный) зазор для верхнего компрессионного кольца составляет 0,04–0,075 мм, для нижнего – 0,03–0,065 мм и для маслосъемного – 0,02–0,055 мм. Предельно допустимые зазоры при износе – 0,15 мм. |
2.40. Проверка зазора в замке колец |
|
|
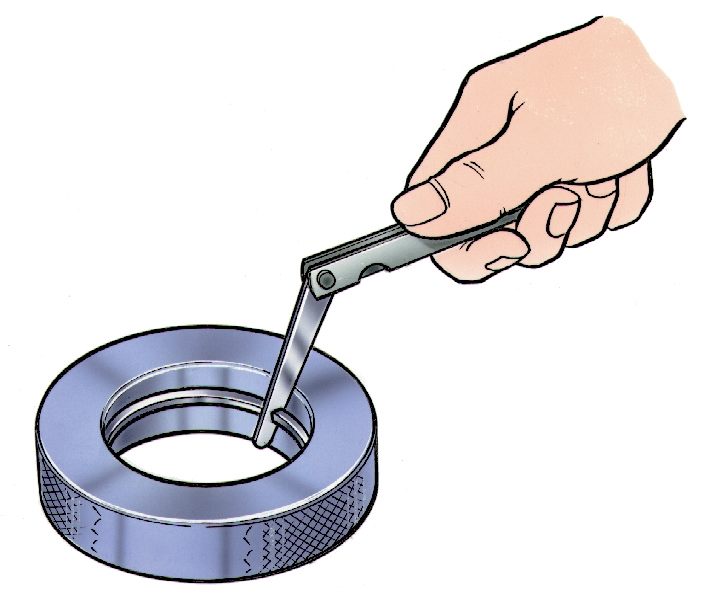
Зазор в замке поршневых колец проверяйте набором щупов, вставляя кольца в калибр (рисунок 2.40), имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском ±0,003 мм. Для колец нормального размера диаметром 82 мм можно применять калибр 67.8125.9502. |
Зазор должен быть в пределах 0,25–0,45 мм для всех новых колец. Предельно допустимый зазор при износе 1 мм. |
Подбор поршня к цилиндру
Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0,025–0,045 мм. Он определяется промером деталей и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) – 0,15 мм. |
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному. |
В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С. Также и к изношенным цилиндрам классов А и В может подойти поршень класса С. |
Переборка шатунно-поршневой группы
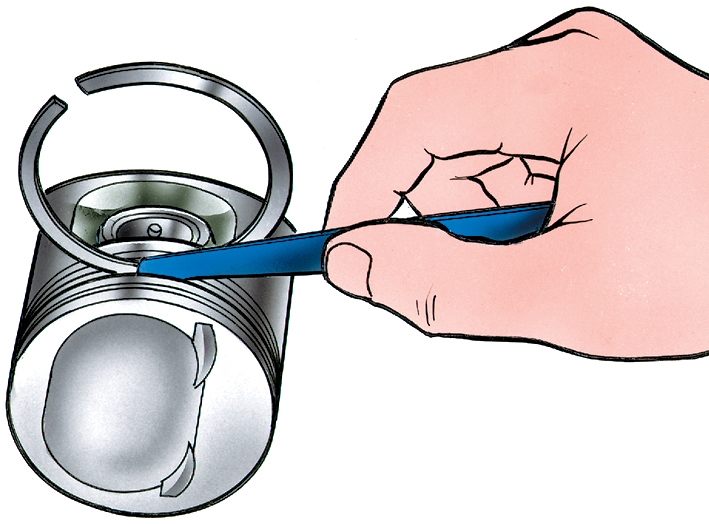
Разборка. Извлеките из поршня стопорные кольца поршневого пальца, выньте палец и отсоедините шатун от поршня. Снимите поршневые кольца. |
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть снова использованы. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя. |

2.37. Установка поршневого пальца |
|
|
2.38. Проверка посадки поршневого пальца |
|
|
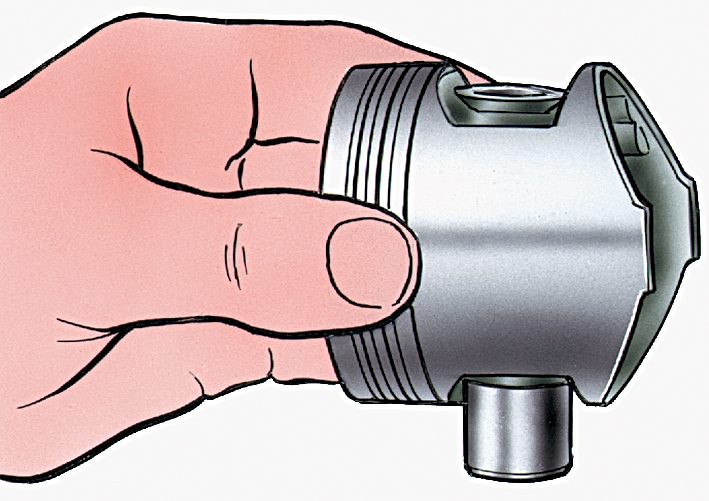
Сборка. Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У деталей, бывших в эксплуатации, для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня от простого нажатия большого пальца руки (рисунок 2.37) и не выпадал из него, если держать поршень как показано на рисунок 2.38. |
Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень, палец и шатун. |
Смажьте моторным маслом канавки на поршне и поршневые кольца и установите кольца на поршень. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 30–45° к оси поршневого пальца, замок нижнего компрессионного кольца — под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца — под углом 30–45° к оси поршневого пальца между замками компрессионных колец. |
2.32. Размеры поршневых колец |
|
|
Нижнее компрессионное кольцо устанавливайте выточкой вниз (смотрите рисунок 2.32). Если на кольце нанесена метка "Верх" или "ТОР", то кольцо устанавливайте меткой вверх (к днищу поршня). |
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца. |



